Лист стальной горячекатаный
Лист стальной горячекатаный прокат является одним из наиболее массовых видов металлопродукции. Несмотря на простоту геометрии, его производят много и в дальнейшем используют непосредственно в металлургии, а также для производства деталей машин, строительных материалов, металлоконструкций, покрытий и прочих металлических конструкций и продукций.
Сортамент горячекатаной листовой продукции
Лист представляет собой вид металлопродукции, который имеет большую длину и ширину при относительно малой толщине. Эти основные размеры и определяют выбор типоразмера для решения тех или иных задач. Основные разновидности горячекатаного листа представлены в ГОСТ 19903. По этому стандарту продукция может иметь следующие характеристики:
- ширина: от 0,5 до 3,8 м;
- длина: 0,71-12 м;
- толщина: 0,4 160 мм.
Прокат с указанными характеристиками поставляется в картах (листах). Также существует вариант поставки в рулонах. При этом толщина стали может варьировать в пределах 1,2 – 12 мм, а ширина— 0,5-2,2 м. Масса рулона обычно составляет до 20 т. Для этой группы типоразмеров горячекатаного проката отклонения по геометрии нормируются в зависимости от класса:
- А (повышенной точности);
- Б (нормальной точности).
По типу обработки в ходе прокатки выделяют:
- лист с обрезной (О)
- необрезной (НО) кромкой.
В зависимости от качества геометрии выделяют следующие группы проката:
- ПН (нормальная плоскостность);
- ПУ (улучшенной);
- ПВ (высокой);
- ПО (особо высокой);
Кроме предельных отклонений по основным размерам, горячекатаный лист контролируют по серповидности (до 3 мм на погонный метр), качеству поверхности, телескопичности (для рулонной стали).
История горячей прокатки листа
Листовой металл известен людям достаточно давно. Древние ассирийцы, греки, римляне и другие народы умели получать плоские листы из мягких, пластичных металлов и сплавов (меди, бронзы, серебра, свинца, золота). Однако основной технологией производства долгое время оставалась ковка, которая не позволяла обеспечить точность по толщине. Первое приспособление для прокатки плоского листа придумал Леонардо да Винчи, в работах которого найден чертеж двухвалкового станка для деформации олова.
Станок для ручной прокатки металлического листа
Эта идей развилась в прокатные станки с ручным, а затем и с водяным приводом. На них получали медные листы, а с XVIII века начали применять для холодной прокатки пудлингового железа. Технология позволяла выпускать тонкие кровельные листы и аналогичную продукцию.
С изобретение паровых машин стала возможна и горячая прокатка, которая ранее была недостижима из-за малой скорости процесса (заготовка остывала и теряла пластичность). Из-за экономичности и высокой производительности способ начал распространяться и совершенствоваться: в 1892 году, в городе Теплице (Чехия), впервые опробовали технологию непрерывной прокатки.
Современным достижением металлургии следует считать ЛПА – литейно-прокатные агрегаты, которые позволили объединить в одном модуле разливку жидкой стали на слябовую (сляб — толстая плита, из которой обычно катают лист) заготовку и ее прокатку.
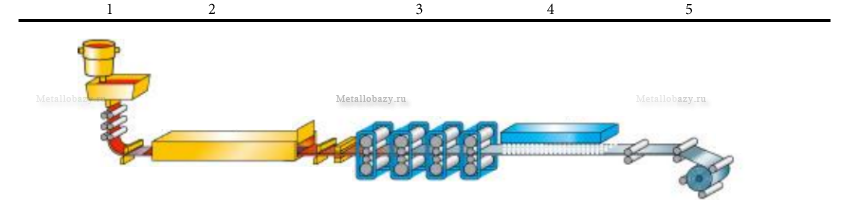
Схема литейно-прокатного модуля
- тонкослябовая машина непрерывного литья заготовки;
- проходная печь для выравнивания температуры заготовки и нагрева под прокатку;
- прокатные клети, в которых заготовка деформируется в лист;
- установка для водяного охлаждения проката;
- рулон готового проката.
Такая технология дает возможность экономить время, энергию на нагрев под прокатку, уменьшает площадь завода, снижает затраты на производство.