ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ТРУБ
Данные экструзионные линии предназначены для производства гладкостенных HDPE труб для газопроводов и водоснабжения, дренажных систем, каналов для подземных и наземных кабельных коммуникаций и т.д.
Оборудование и комплектующие экструзионной линии для производства труб обладает отличной надежностью и высокой производительностью, отвечает международным стандартам качества.
Комплексная поставка экструзионных линий и всего необходимого для производства дополнительного оборудования из одних рук для полной автоматизации производства.
Линия для производства труб ПВХ гарантирует постоянный цикл, который включает в себя экструзию (продавливание), калибровку, охлаждение в специальных емкостях, вытяжку, резку на требуемую длину и фасовку полученных изделий. Для ее размещения и полноценной эксплуатации потребуется площадь в пределах 100 м². Данное оборудование соответствует современным требованиям и обладает надежной конструкцией, за счет чего удается получать высококачественную продукцию.
Особенности и характеристики оборудования
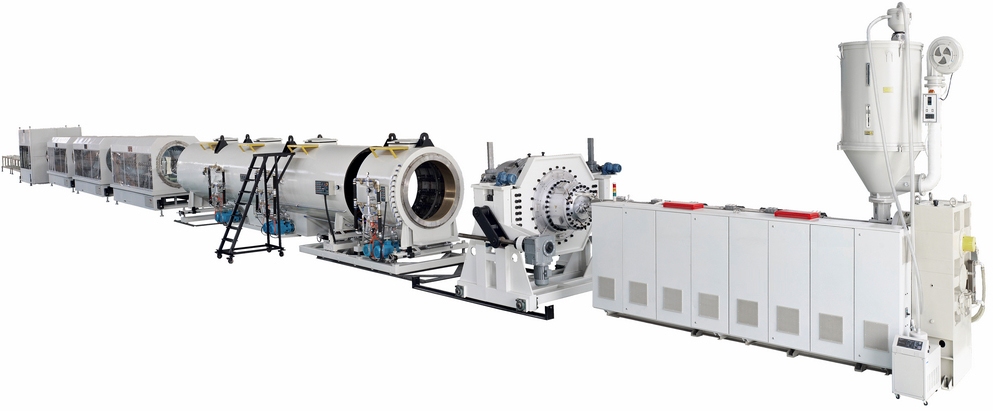
Экструзионные линии для производства труб состоят из таких конструктивных элементов:
- Экструдер. Имеет экструзионную голову и систему подачи материала гранулированного типа.
- Ванная. Используется для калибровки и охлаждения полученных изделий. Характеризуется герметичностью и изготовлена из нержавейки.
- Тянущее приспособление гусеничного или ленточного типа.
- Режущий механизм. Применяются пилы с дисками или гильотинные ножницы.
- Намотчик труб.
В состав трубных экструзионных линий может входить дополнительное оборудование (вакуумный загрузчик и система смены фильтров экструзионной головы в автоматическом режиме). Производительность составляет в среднем 1000 кг/с. Рекомендуемый температурный режим для стабильной работы техники должен находиться в пределах 10°-40°C. При функционировании линия для производства труб задействуется воздушное и водяное охлаждение. В производственном процессе применяется гранулированный полимер ПВХ и комплекс компонентов, которые способствуют ускорению полимеризации.
Экструдер для пластика является неотъемлемым элементом экструзионной линии, на которых изготавливаются трубы, оболочки для кабельной продукции, пленки, листы и прочее. К основным видам таких агрегатов относят:
- Одношнековые. Универсальные устройства, использующиеся в линиях на которых производится разнообразная продукция;
- Двушнековые. Отличаются хорошей гомогенизацией расплава при минимальном рабочем цикле;
- Многошнековые. Используются на производствах, где применяется смесь полимеров.
Благодаря экструдеру для пластика наносится специальная маркировочная линия на трубе. Экструдер обеспечивает формирование пластичных материалов за счет продавливания через формующие приспособление. Основным его действующим инструментом является шнек, состоящий из зон загрузки сжатия и дозировки. Также данный агрегат оснащается редуктором, мотором асинхронного типа, пультом управления и сварным каркасом. Современные экструдеры для ПВХ функционируют за счет технологии холодной, горячей или теплой экструзии. Они применяются для изготовления термоусадочных, полимерных и многослойных пленок, полистирола и полипропилена листового типа.
Экструзионные линии для труб являются быстроокупаемыми техническими приспособлениями и позволяют производителю иметь стабильный доход. Они отличаются высоким уровнем производительности, простотой в использовании, надежностью и длительным сроком службы.
Технологичный процесс
Производственный процесс с применением экструзионных линий для труб отличается экологичностью, небольшим расходом электроэнергии и минимальными трудовыми затратами. Благодаря комплексному технологичному подходу удается получать готовые изделия, которые отвечают необходимым стандартам качества.
Получение труб ПВХ предусматривает засыпку в бункер экструдера гранулированного полимера. Затем движущийся шнек смешивает поступающий материал. При вращении гранулят нагревается до необходимой температуре. Расплавившийся полимер поступает в экструзионную головку для формовки с помощью дорна и матрицы. На завершающем этапе из экструзионной линии для производства труб получают пластифицированную заготовку. Чтобы придать изделию нужные параметры используют метод калибровки в вакуумной емкости.